Machine vision hyperspectral inspection is the topic of this blog article.
This article is brought to you by Zolix Instruments, a leading manufacturer of motion control solutions, spectrometers, opto-mechanics, etc.
Hyperspectral imaging (HSI) is rapidly reshaping the landscape of industrial machine vision. By combining the strengths of optics, photonics, and computational imaging, hyperspectral inspection systems detect material properties that ordinary cameras miss. Subtle variations in chemistry, moisture content, contamination, or structural defects become visible when objects are analyzed across hundreds of spectral bands rather than the usual RGB trio.
Manufacturers in food processing, pharmaceuticals, glass and ceramics, horticulture, battery production, and semiconductors increasingly rely on hyperspectral machine vision to achieve higher yields, stricter compliance, and deeper material understanding. This article explores the science behind machine vision hyperspectral inspection, how it differs from conventional imaging, and why the technology is experiencing rapid adoption across multiple industries.
Understanding Hyperspectral Machine Vision
Traditional machine vision systems use monochrome or RGB sensors. They detect shape, color, and surface features but are blind to chemistry. Hyperspectral imaging captures a full spectrum for every pixel, often with 50–300 individual wavelengths spanning the visible, NIR, and SWIR bands.
Each material has a unique “spectral fingerprint” that reveals:
Machine vision systems equipped with hyperspectral sensors leverage this rich data cube to classify materials with unmatched accuracy.
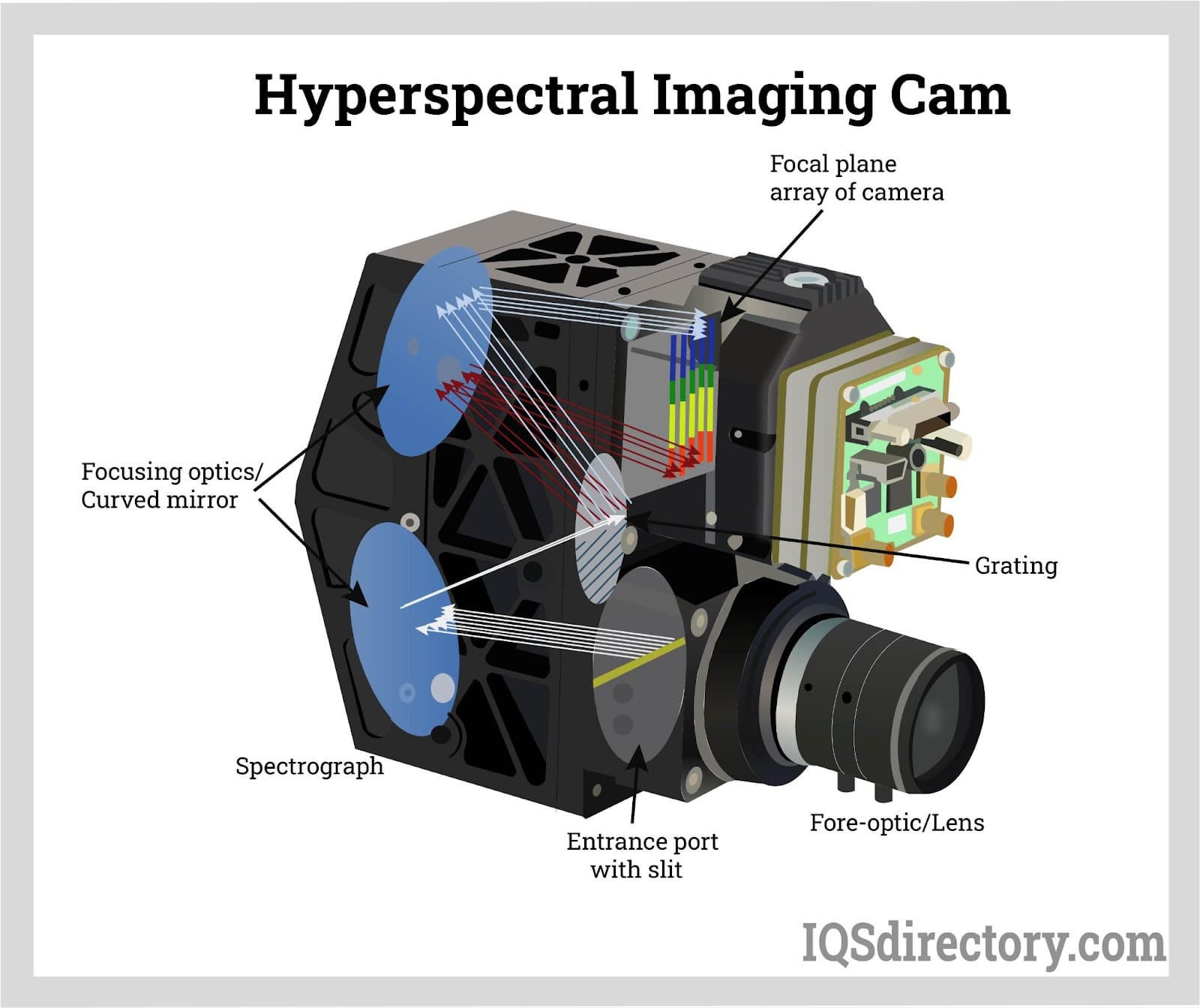
How Hyperspectral Imaging Works
Hyperspectral cameras operate using dispersive elements such as:
They split incoming light into narrow spectral channels and capture them either simultaneously or sequentially. The resulting 3D dataset, i.e., two spatial dimensions plus one spectral dimension, enables pixel-by-pixel spectroscopy at production-line speeds.
Why Hyperspectral Beats Conventional Machine Vision
Below is a simple comparison highlighting the fundamental difference:
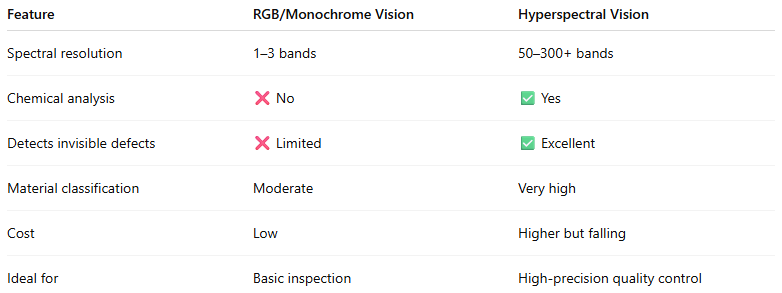
Standard machine vision is excellent for shape detection and surface inspection. Hyperspectral machine vision excels in tasks where chemistry matters.
The Photonics Behind Hyperspectral Inspection
Hyperspectral imaging is inherently a photonic technology. Its effectiveness depends on:
Spectral band selection (VIS, NIR, SWIR, MIR)
Different wavelengths penetrate materials differently.
VIS (400–700 nm): pigments, color sorting
NIR (700–1000 nm): moisture, organics, surface chemistry
SWIR (1000–2500 nm): water, oils, polymers, silicon, glass, agricultural inspection
SWIR hyperspectral imaging has become especially popular due to its ability to reveal chemical composition in plastics, pharmaceuticals, and foods.
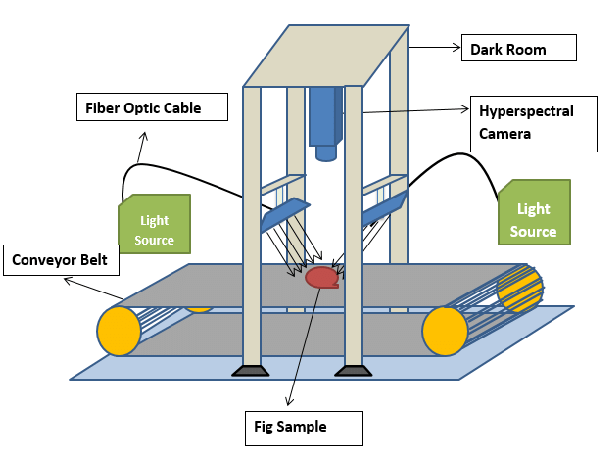
Active illumination
Lighting plays a central role in hyperspectral machine vision, since the quality of the spectral signatures depends heavily on how the object is illuminated. In many inspection systems, broadband halogen lamps are used because they provide smooth, continuous spectra across the visible and infrared regions. In situations where more precise control is required, LED bar lights with carefully selected wavelengths offer stable, narrow-band illumination ideal for isolating specific chemical features. For high-resolution line-scan systems, laser-based illumination delivers intense, uniform light that enhances spectral consistency at high conveyor speeds. More advanced setups rely on tunable illuminators, allowing operators to adjust the spectral content in real time to match the needs of different materials or inspection tasks.
Regardless of the light source, the goal is the same: to produce clean, repeatable spectra that enable accurate material classification under real-world production conditions. Properly engineered illumination is the foundation of any reliable hyperspectral inspection system.
Optical dispersion components
The performance of a hyperspectral system depends heavily on the quality of its dispersion optics. Prisms, diffraction gratings, and interference filters are responsible for separating incoming light into narrow spectral bands, and the precision of these components directly affects spectral purity, signal-to-noise ratio, and the accuracy with which different wavelength bands align on the sensor. High-grade gratings reduce stray light and improve contrast, while well-designed filters maintain tight bandwidth control even under varying illumination or temperature conditions.
Recent advancements in photonic materials and manufacturing have significantly improved the efficiency and stability of these dispersive elements. As a result, modern hyperspectral cameras deliver higher spectral resolution at lower cost, making them more accessible for industrial machine vision applications.
Fast spectrometers and advanced sensors
Modern hyperspectral systems use:
Photonics is the engine. AI-driven analytics is the intelligence layer.
Machine Vision Hyperspectral Inspection: Key Applications Across Industries
Food Processing and Agriculture
Hyperspectral machine vision is revolutionizing food quality control by detecting what human eyes or RGB cameras cannot:
foreign contaminants such as plastics, stones, insects
bruising below fruit skin
sugar, fat, and moisture levels
ripeness and internal defects
chemical residues
protein composition in meat
grain purity and mycotoxin presence
SWIR-based hyperspectral inspection is widely used for sorting nuts, berries, grains, leafy greens, and meat products with near-lab precision at conveyor-line speeds.
Pharmaceutical Manufacturing
Precision and compliance define the pharmaceutical world. Hyperspectral inspection enables:
detection of wrong tablets or capsules
coating thickness measurement
uniformity analysis
identification of counterfeit drugs
chemical consistency check of powders
verification of blister pack sealing
Regulated environments increasingly adopt hyperspectral systems for 100% inspection instead of statistical sampling.
Semiconductor and Electronics
In semiconductor fabrication, hyperspectral imaging uncovers defects that are invisible to RGB cameras:
SWIR imaging penetrates silicon, enabling non-destructive evaluation of internal features during packaging and assembly.
Battery and Energy Storage Manufacturing
Battery manufacturers use hyperspectral data to identify:
coating uniformity on electrode foils
lithium distribution irregularities
binder concentration
surface contamination
separator defects
moisture levels in dry rooms
As EV demand grows, hyperspectral inspection is becoming a critical quality-control tool to reduce cell failures.
Glass, Ceramics, and Precision Optics
Hyperspectral cameras detect:
stress patterns
surface defects
incorrect refractive coatings
microscopic contamination
non-uniform firing or sintering
Mechanical defects often manifest as chemical or spectral anomalies before they evolve into cracks.
Medical and Biomedical Manufacturing
Medical device inspection benefits from chemical-specific detection:
Hyperspectral imaging ensures compliance with increasingly strict FDA and MDR requirements.
Machine Vision System Configuration: Photonic Considerations
Choosing the Right Wavelength Range
Application determines wavelength. For example:
food moisture → NIR/SWIR
silicon wafer analysis → SWIR
pharmaceutical coatings → VIS/NIR
plastic classification → NIR/SWIR
Illumination Strategy
Hyperspectral systems are highly dependent on uniform, stable lighting. Typical options include:
line-scan halogen for conveyor systems
LED bar lights with specific spectral tuning
fiber-coupled broadband sources
laser line sources for high-resolution scans
Optics and Lenses
Hyperspectral cameras often use:
telecentric lenses for dimensional accuracy
apochromatic lenses for broad spectral correction
SWIR-optimized optics with low absorption beyond 1000 nm
This is where photonics deeply intersects with machine vision performance.
AI: The Enabling Layer for Hyperspectral Machine Vision
Raw hyperspectral data is high dimensional. Machine learning and deep learning models make it usable by:
extracting spectral features
classifying materials
segmenting chemical regions
detecting anomalies based on multidimensional signatures
Popular algorithms include:
AI converts photonic data cubes into actionable industrial insights.
Emerging Trends in Hyperspectral Inspection
Miniaturized and low-cost cameras
Advances in InGaAs fabrication and CMOS integration are reducing cost dramatically. Recent breakthroughs in InGaAs wafer production, together with deeper CMOS integration, are driving a rapid reduction in cost and size for hyperspectral and short-wave infrared imaging systems. Modern packaging techniques, improved sensor yields, and integrated readout electronics are enabling compact camera modules that deliver performance once limited to high-end laboratory instruments. As a result, these cameras are becoming practical for volume deployment in industrial, agricultural, and consumer-adjacent applications where cost and footprint were previously prohibitive.
On-chip spectroscopy
Silicon photonics is enabling a new class of ultracompact spectrometers that sit directly on the imaging sensor itself. By integrating waveguides, filters, and dispersive elements at the chip level, these devices eliminate the need for bulky optics while still delivering meaningful spectral resolution. This approach not only reduces size and power consumption but also opens the door to low-cost, high-volume manufacturing making spectroscopy feasible in applications where traditional instruments would be impractical.
Real-time classification with edge computing
GPU and FPGA accelerators now embed into hyperspectral systems.
Hybrid modalities
Combining hyperspectral imaging with 3D vision, thermal imaging, fluorescence, polarization imaging enhances defect detection beyond what any single modality can achieve.
Cloud-scale spectral data modeling
Large spectral datasets are being used to train robust, cross-factory models.
Conclusion
Machine vision hyperspectral inspection is quickly becoming one of the most powerful technologies in modern manufacturing. By merging photonics, spectroscopy, advanced imaging optics, and AI, hyperspectral systems detect defects, chemical inconsistencies, and structural anomalies far beyond the limits of traditional vision systems.
Industries ranging from food and agriculture to semiconductors and pharmaceuticals are adopting it to achieve higher yield, stricter compliance, and reduced waste. As hardware becomes more affordable and computational tools continue to advance, hyperspectral imaging is poised to become a standard component of next-generation smart factories.